") 咨詢(xún)熱線(xiàn):86-755-29773559咨詢(xún)熱線(xiàn):86-755-29773559
咨詢(xún)熱線(xiàn):86-755-29773559咨詢(xún)熱線(xiàn):86-755-29773559系我們")
深圳市科翔模具有限公司
電話(huà): 86 - 755 - 2977 3559
電話(huà): 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街道西田社
區第二工業(yè)區24棟A區
一、沖壓模具的分類(lèi)
1.根據工藝性質(zhì)分類(lèi)
a.沖裁模:沿封閉或敞開(kāi)的輪廓線(xiàn)使材料產(chǎn)生分離的模具。如落料模、沖孔模、切斷模、切口模、切邊模、剖切模等。
b.彎曲模:使板料毛坯或其他坯料沿著(zhù)直線(xiàn)(彎曲線(xiàn))產(chǎn)生彎曲變形,從而獲得一定角度和形狀的工件的模具。
c.拉深模:是把板料毛坯制成開(kāi)口空心件,或使空心件進(jìn)一步改變形狀和尺寸的模具。
d.成形模:是將毛坯或半成品工件按圖凸、凹模的形狀直接復制成形,而材料本身僅產(chǎn)生局部塑性變形的模具。如脹形模、縮口模、擴口模、起伏成形模、翻邊模、整形模等。
e. 鉚合模:是借用外力使參與的零件按照一定的順序和方式連接或搭接在一起,進(jìn)而形成一個(gè)整體
2.根據工序組合程度分類(lèi)
a.單工序模:在壓力機的一次行程中,只完成一道沖壓工序的模具。
b.復合模:只有一個(gè)工位,在壓力機的一次行程中,在同一工位上同時(shí)完成兩道或兩道以上沖壓工序的模具。
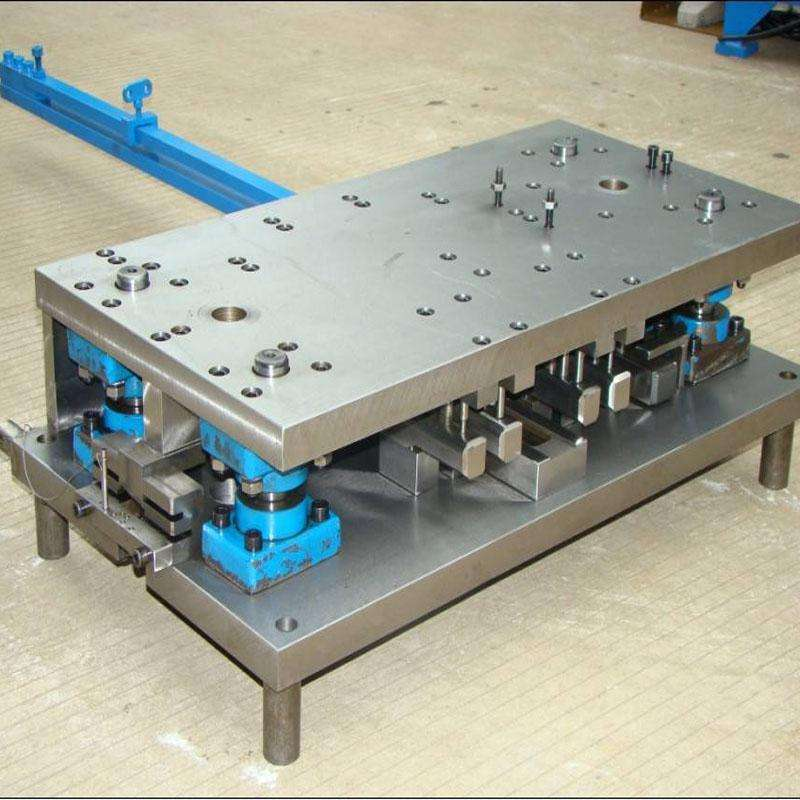
c.級進(jìn)模:(也稱(chēng)連續模) 在毛坯的送進(jìn)方向上,具有兩個(gè)或更多的工位,在壓力機的一次行程中,在不同的工位上逐次完成兩道或兩道以上沖壓工序的模具。
d.傳遞模:綜合了單工序模和級進(jìn)模的特點(diǎn),利用機械手傳遞系統,實(shí)現產(chǎn)品的模內快速傳遞,可以大大提高產(chǎn)品的生產(chǎn)效率,減低產(chǎn)品的生產(chǎn)成本,節儉材料成本,并且質(zhì)量穩定可靠。
3.依產(chǎn)品的加工方法分類(lèi)
依產(chǎn)品加工方法的不同,可將模具分成沖剪模具、彎曲模具、抽制模具、成形模具和壓縮模具等五大類(lèi)。
a. 沖剪模具:是以剪切作用完成工作的,常用的形式有剪斷沖模、下料沖模、沖孔沖模、修邊沖模、整緣沖模、拉孔沖模和沖切模具。
b.彎曲模具:是將平整的毛胚彎成一個(gè)角度的形狀,視零件的形狀、精度及生產(chǎn)量的多寡,乃有多種不同形式的模具,如普通彎曲沖模、凸輪彎曲沖模、卷邊沖模、圓弧彎曲沖模、折彎沖縫沖模與扭曲沖模等。
c.抽制模具:抽制模具是將平面毛胚制成有底無(wú)縫容器。
d.成形模具:指用各種局部變形的方法來(lái)改變毛胚的形狀,其形式有凸張成形沖模、卷緣成形沖模、頸縮成形沖模、孔凸緣成形沖模、圓緣成形沖模。
e.壓縮模具:是利用強大的壓力,使金屬毛胚流動(dòng)變形,成為所需的形狀,其種類(lèi)有擠制沖模、壓花沖模、壓印沖模、端壓沖模。
二、沖壓模具術(shù)語(yǔ)基礎知識
1、卷邊:卷邊是將工序件邊緣卷成接近封閉圓形的一種沖壓工序。卷邊圓形的軸線(xiàn)呈直線(xiàn)形。
2、卷緣:卷緣是將空心件上口邊緣卷成接近封閉圓形的一種沖壓工序。
3、拉延:拉延是把平直毛料或工序件變?yōu)榍嫘蔚囊环N沖壓工序,曲面主要依靠位于凸模底部材料的延伸形成。
4、拉彎:拉彎是在拉力與彎矩共同作用下實(shí)現彎曲變形,使整個(gè)彎曲橫斷面全部受拉伸應力的一種沖壓工序。
5、脹形:脹形是將空心件或管狀件沿徑向往外擴張的一種沖壓工序。剖切剖切是將成形工序件一分為幾的一種沖壓工序。
6、校平:校平是提高局部或整體平面型零件平直度的一種沖壓工序。起伏成形
7、起伏成形:依靠材料的延伸使工序件形成局部凹陷或凸起的沖壓工序。起伏成形中材料厚度的改變?yōu)榉且鈭D性的,即厚度的少量改變是變形過(guò)程中自然形成的,不是設計指定的要求。
8、彎曲:彎曲是利用壓力使材料產(chǎn)生塑性變形,從而被彎成有一定曲率、一定角度的形狀的一種沖壓工序。
9、鑿切:鑿切是利用尖刃的鑿切模進(jìn)行的落料或沖孔工序。鑿切并無(wú)下模,墊在材料下面的只是平板,被沖材料絕大多數是非金屬。
10、深孔沖裁:深孔沖裁是孔徑等于或小于被沖材料厚度時(shí)的沖孔工序。
11、落料:落料是將材料沿封閉輪廓分離的一種沖壓工序,被分離的材料成為工件或工序件,大多數是平面形的。
12、縮口:縮口是將空心件或管狀件敞口處加壓使其縮小的一種沖壓工序。
13、整形:整形是依靠材料流動(dòng),少量改變工序件形狀和尺寸,以保證工件精度的一種沖壓工序。
14、整修:整修是沿外形或內形輪廓切去少量材料,從而提高邊緣光潔度和垂直度的一種沖壓工序。整修工序一般也同時(shí)提高尺寸精度。
15、翻孔:翻孔是沿內孔周?chē)鷮⒉牧戏蓚攘⑼咕壍囊环N沖壓工序。
16、翻邊:翻邊是沿外形曲線(xiàn)周?chē)鷮⒉牧戏蓚攘⒍踢叺囊环N沖壓工序。
17、拉深:拉深是把平直毛料或工序件變?yōu)榭招募蛘甙芽招募M(jìn)一步改變形狀和尺寸的一種沖壓工序。拉深時(shí)空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
18、連續拉深:連續拉深是在條料(卷料)上,用同一副模具(連續拉深模)通過(guò)多次拉深逐步形成所需形狀和尺寸的一種沖壓方法。
19、變薄拉深:變薄拉深是把空心工序件進(jìn)一步改變形狀和尺寸,意圖性地把側壁減薄的一種拉深工序。
20、反拉深:反拉深是把空心工序件內壁外翻的一種拉深工序。
21、差溫拉深:差溫拉深是利用加熱、冷卻手段,使待變形部分材料的溫度遠高于已變形部分材料的溫度,從而提高變形程度的一種拉深工序。
22、液壓拉深:液壓拉深是利用盛在剛性或柔性容器內的液體,代替凸模或凹模以形成空心件的一種拉深工序。
23、壓筋:壓筋是起伏成形的一種。當局部起伏以筋形式出現時(shí),相應的起伏成形工序稱(chēng)為壓筋。
深圳市科翔模具有限公司是一家專(zhuān)業(yè)的塑膠模具設計生產(chǎn)工廠(chǎng),致力于中型汽車(chē)模具, 電子產(chǎn)品, 家電類(lèi)產(chǎn)品, 家用品, 工業(yè)應用, 農業(yè), 醫療器械等產(chǎn)品模具設計開(kāi)發(fā)及生產(chǎn).長(cháng)期以來(lái), 我們通過(guò)給客戶(hù)提供價(jià)格低, 質(zhì)量好, 交期準的服務(wù), 贏(yíng)得了海內外客戶(hù)的一致好評。可以通過(guò)我們公司官網(wǎng)(http://www.junyumiaomu.com/)查看更多塑膠模具產(chǎn)品、塑膠注塑產(chǎn)品、塑料產(chǎn)品等等一些定制模具開(kāi)模。

全國服務(wù)熱線(xiàn):
 深圳市科翔模具有限公司
深圳市科翔模具有限公司 掃一掃
添加微信咨詢(xún)
全國免費服務(wù)熱線(xiàn)
137-1421-9339